



加气混凝土制品在国外开展到现在已有近一百年的前史,已成为建筑行业支柱产业,我国引入该技术也近四十年的前史,其生产工艺和设备配备趋于成熟。由于加气混凝土具有容重轻、保温性能高、吸音作用好,有必定的强度和可加工等优点,且生产原料丰厚,特别是使用粉煤灰为原料,即能综合利用工业废渣、治理环境污染、不破坏犁地,又能创造良好的社会效益和经济效益,是一种替代传统实心粘土砖理相的墙体资料,多年来受到墙改方针、税收方针和环保方针的大力支持,加气混凝土制品已成为新型建筑资料的一个重要组成部分,具有宽广的商场开展前景。
二、加气混凝土生产工艺:
加气混凝土能够根据原资料类别、质量、首要设备的工艺特性等,采纳不同的工艺进行生产。但一般情况下,将粉煤灰或硅砂加水磨成浆料,加入粉状石灰,适量水泥、石膏和发泡剂,经拌和后注入模框内,静氧发泡固化后,切开成各种规格砌块或板材,由蒸养车送入蒸压釜中,在高温饱和蒸气维护下即构成多孔轻质的加气混凝土制品。
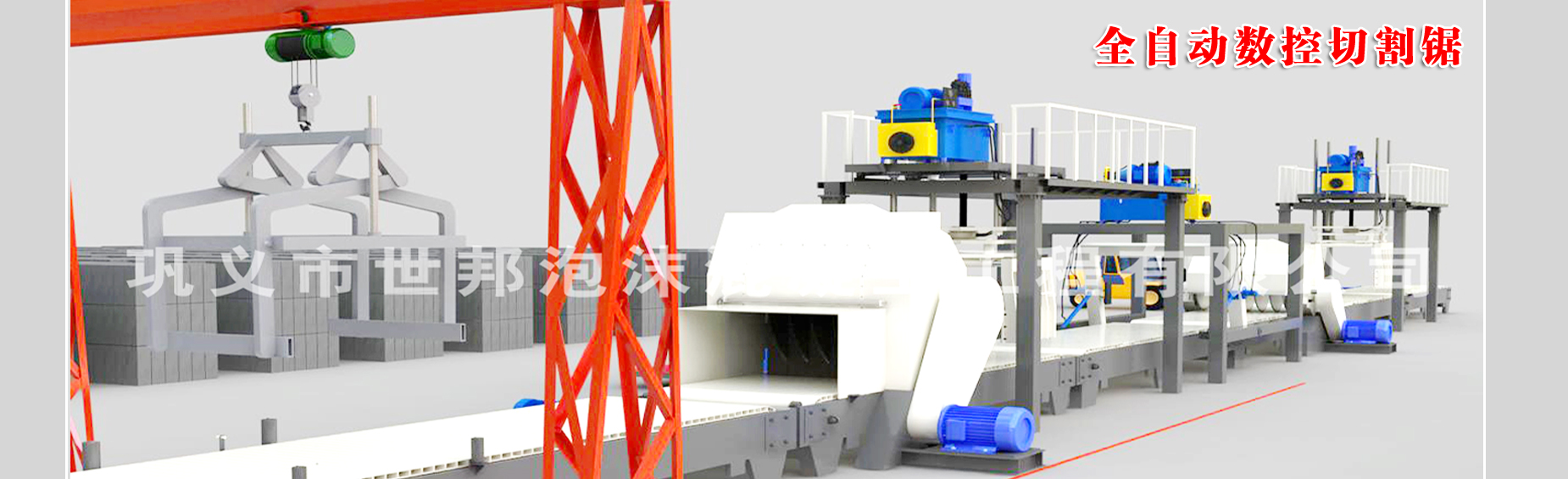
首先将贮存的原资料经计量配料(1)后进入浇注拌和机内,经拌和(2)均匀后浇注温度和时间的预养(4)坯体到达必定硬度后,由翻转吊具把模具和坯体吊至切开机上。翻转吊具完成下列功能:a把模具在空中作90度翻转(5)(模具的一侧板成为支承坯体的底板直至蒸养出制品),b吊运载小车或切开支撑架上完成开模、脱模(6),c脱下的模框和返回的蒸养侧板(16)再从头组合成模具(17)等候整理后喷油(18)从头浇注。坯体在切开机上分步作六面切开;a首先进行坯体两侧面笔直切开(7),b然后进行纵向水平式切开(8);这以后进行横向水平式切开(9)。切开好的坯体由半制品
吊具连同底板吊至蒸养小车(10),然后编入蒸压釜(11)进行高温蒸养(12),蒸养好后出釜(13),由制品吊具将制品堆垛(14)或装车、打包(15),蒸养侧板则返回(16)。

